Engineered to adapt to high-altitude operations, providing optimal thermal efficiency, automation, and stability for industrial food production across Lesotho.

Fully climate-controlled continuous dough proofing system engineered for high-altitude bakeries in Lesotho, assuring precise humidity and temperature calibration.
View Technical Specs
Energy resilience solution containing solar panels and LED lighting, providing off-grid illumination and control panel power backup for commercial prep stations.
View Technical Specs
Heavy-duty industrial dough mixer featuring smart PLC networking capabilities, enabling digital recipe control and minimized energy spikes during start-up.
View Technical Specs
Electrostatic air purification system designed to eliminate oil smoke and grease aerosols in high-load commercial wok cooking environments.
View Technical SpecsUnderstanding the micro-climatic and macroeconomic dynamics of food service infrastructure in the Kingdom of Lesotho.
Lesotho, geographically positioned as a high-altitude landlocked nation inside South Africa, presents distinct operational and physical dynamics for the commercial cooking, baking, and food processing industries. With elevations exceeding 1,400 meters in lowlands and up to 3,000 meters in mountain ranges, standard atmospheric pressure is significantly reduced. This unique topography directly affects thermodynamic operations: the boiling point of water decreases to approximately 93°C to 95°C in major urban hubs like Maseru, Teyateyaneng, and Maputsoe. Consequently, conventional open-flame or atmospheric cooking solutions experience severe thermal inefficiencies, leading to prolonged processing cycles and increased energy consumption.
Furthermore, Lesotho's commercial food sector—spanning institutional catering for the manufacturing sector (particularly garment factories), educational boarding facilities, hospitality centers in the Maloti Mountains, and growing urban quick-service franchises—is experiencing a pivotal energy transition. Driven by high import costs of Liquefied Petroleum Gas (LPG) and electricity pricing models influenced by Southern African regional grid fluctuations, procurement directors are aggressively seeking smart, electromagnetic, and highly isolated thermal systems that minimize waste and maximize throughput.
As Lesotho works toward its national industrial development plans, modern food production factories are adopting automated systems to guarantee product consistency, sanitation compliance, and energy resilience. Global procurement strategies are now heavily weighted toward equipment that offers:
Innovative mechanical designs that bridge the gap between energy conservation and scale output in challenging operating environments.
In high-altitude climates like Lesotho's highland regions, conventional gas combustion equipment suffers from suboptimal air-fuel ratios, leading to elevated soot production, volatile fuel costs, and thermal losses up to 60%. Our electromagnetic commercial cooking systems utilize direct magnetic coil stimulation of the ferrous vessel wall. This ensures a thermal conversion efficiency exceeding 90% and eliminates dependency on ambient oxygen for heat transfer, offering rapid heating cycles unaffected by elevation.
Large-scale baking production lines require strict micro-climatic control during dough fermentation. Fluctuations in relative humidity (RH) and temperature result in inconsistent yeast activity and uneven crumb structures. Utilizing double-walled insulated cradles with internal sensors and automated steam injection, our systems maintain uniform vapor distribution with a temperature delta of less than 0.5°C across the entire batch, conserving energy by recycling hot air through energy recovery ventilation units.
Lesotho's municipal water supplies and groundwater resources contain varied concentrations of dissolved solids and minerals, leading to mineral scale deposits inside boilers, ovens, and steam jacketed kettles. The integration of high-performance Sand/Carbon Filtration and Reverse Osmosis (RO) systems prevents calcification, preserves mechanical durability, protects heating elements, and ensures sensory purity for food products.
Connect with our expert engineering team to receive complete thermodynamic configurations, detailed drawings, and energy simulation reports tailored for Lesotho's altitude and electrical grid profile.
Send Inquiry NowProviding seamless B2B import paths, certified electrical parameters, and reliable local support mechanisms.
As a leading global exporter of smart commercial cooking and food manufacturing lines, we manage full container load (FCL) shipping routes via the Port of Durban, South Africa, followed by dedicated freight transit through the Maseru Bridge border post or Maputsoe border post. All equipment is packed in heavy-duty vacuum-sealed seaworthy wooden crates to prevent oxidation and physical impact during sea and land transport.
Equipment supplied to Lesotho complies with the South African Bureau of Standards (SABS) framework and SANS 10142-1 wiring codes. Our control systems are configured for Southern African standard voltage limits (380V-415V three-phase / 220V-240V single-phase at 50Hz frequency). Standard automation builds utilize internationally recognized components like Siemens, Schneider Electric, or Omron, ensuring local electrical technicians can easily locate replacements if required.
Recognizing the geographical and distance challenges for physical engineering callouts, all our smart cooking modules and PLC systems come integrated with Wi-Fi/4G industrial gateway connectivity. This enables our design and diagnostic engineers to conduct remote firmware updates, telemetry validation, error tracking, and sensor calibration in real-time, helping local teams minimize downtime.
A strategic vision of how automation, IoT, and green integration are redefining high-capacity food production systems.
The next generation of industrial kitchens is characterized by deep sensory integration. Our developmental pipeline focuses on transitioning commercial food lines from passive automated loops to predictive operations. Utilizing algorithm-driven monitoring, our systems adjust thermal parameters based on real-time raw material variables—such as the moisture percentage of incoming flour or changes in municipal water hardness.
Furthermore, the transition to zero-carbon thermal loops drives our research. Future integrations feature co-generation designs where wasted heat from refrigeration machinery and exhaust hoods is captured, upgraded through high-temperature heat pumps, and returned to pre-heat water for RO systems and electromagnetic boilers. This loop closes the energy pathway, ensuring food factories can sustain high throughput even under restricted regional utility allocations.
Technical guidance addressing regional procurement, thermal optimization, and operational efficiency challenges.
High altitude means lower atmospheric pressure and reduced oxygen concentration. This degrades gas burner combustion efficiency, causing higher gas consumption and soot build-up. Electromagnetic induction cooks by directly heating the metal pot using magnetic fields. It does not rely on open-flame combustion, maintaining a consistent heating performance and 90%+ energy efficiency at any altitude.
Raw water contains mineral salts like calcium and magnesium. When heated to produce steam in ovens, kettles, and proofers, the water evaporates and leaves behind hard scale deposits. This scale coats heating elements, reducing thermal transfer and causing premature element failure. Integrating an RO system removes these dissolved solids, extending equipment service life and reducing maintenance costs.
Our smart commercial kitchens feature integrated phase monitors, surge protection relays, and under/over-voltage safety shut-offs. Control circuits run on clean DC currents fed through stabilized switch-mode power supplies (SMPS) or auxiliary battery systems. This setup protects the digital PLC memory from being damaged or corrupted by brownouts or power spikes.
Yes. The smart proofing systems feature programmable recipes where operators can adjust temperature curves and humidity levels. By saving different fermentation profiles, bakeries can process standard high-gluten flours as well as local grains, ensuring consistent dough rising and product texture.
Commercial cooking releases significant waste heat and steam. Our HRV/ERV ventilation systems capture this warm exhaust air and route it through a cross-flow plate heat exchanger. This energy pre-heats incoming fresh air or water, reducing the electrical energy needed to heat water and maintain space temperature, saving up to 35% in energy bills.
For remote cooking sites, we provide solar-assisted control configurations and energy storage backup packs. These systems run control panels, lighting, and low-power mixers, while heating is handled by high-efficiency electromagnetic boilers or solar-thermal collector loops, reducing fuel logistics in mountain areas.
Yes. We provide complete operational manuals, electrical diagrams, and video training modules. Our smart machines also feature remote diagnostic capabilities. With internet connectivity, our engineers can view system status and guide local maintenance teams through calibration and troubleshooting.
All food-contact surfaces are built using premium SUS304 or SUS316 food-grade stainless steel. These alloys resist corrosion from organic acids and sanitizing chemicals. Smooth welded seams prevent bacteria traps, making washdowns easier and keeping facilities compliant with international HACCP hygiene standards.
High-performance equipment designed for commercial catering, water purification, and large-scale food production plants in Lesotho.

Multi-deck intelligent baking oven equipped with advanced steam injection, independent deck controllers, and a high-performance insulation wrap.
View Product Specs
Heavy-duty industrial boiling kettle featuring steam or oil jacketing, motorized scrapers, and automated Clean-in-Place spray nozzles.
View Product Specs
Multistage water pre-treatment station that filters out sediment, trace chlorine, and pathogens to feed clean water to commercial kitchens.
View Product Specs
High-capacity automated proofer that gently moves dough cradles through a climate-controlled chamber, ensuring uniform fermentation.
View Product Specs
Compact continuous proofing system designed to minimize internal temperature differences, preventing crusting on dough.
View Product Specs
Ventilation unit that extracts humid kitchen exhaust air and recovers thermal energy to pre-condition incoming fresh outdoor air.
View Product Specs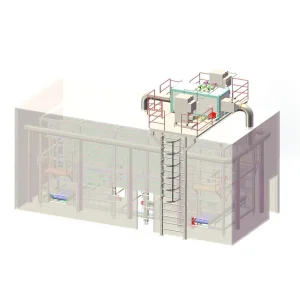
Sanitary, heavy-duty stainless steel continuous proofer built to withstand high-humidity environments without rust or structural decay.
View Product Specs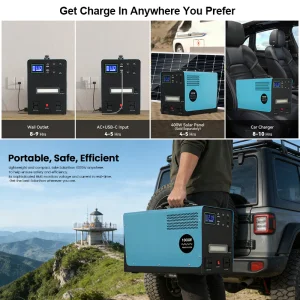
Portable backup power pack equipped with a pure sine wave inverter, ideal for running digital kitchen scale panels and communication devices.
View Product Specs
Multi-stage reverse osmosis water system engineered to remove dissolved salts, ensuring scale-free operation for steam ovens.
View Product Specs
Rapid steam generator utilizing electromagnetic induction coils, reducing pre-heat times and energy consumption compared to wire elements.
View Product Specs
Commercial exhaust heat recovery system equipped with high-efficiency variable-speed fans, reducing building climate control costs.
View Product Specs
High-capacity direct-drinking reverse osmosis filtration system, producing clean processing water for large food and beverage factories.
View Product SpecsFrom single commercial installations to fully integrated food processing factories, our engineering team design systems to meet your specific altitude, layout, and utility profiles.
Send Inquiry Now