🛠️ Product Description
We are experts in the realm of powder handling and pneumatic conveying systems. Equipped with a state-of-the-art CAD design center, our systems leverage advanced pneumatic conveying engineering technologies, particularly in high-pressure dense phase and low-pressure thin phase pneumatic systems. By advancing the theory of gas-solid two-phase flow, we provide cutting-edge equipment designed for customer delight and integrity-driven success.
Core Mission: To deliver clean, efficient, energy-saving, and environmentally friendly solutions. Our adept R&D team tailors non-standard system products for sectors including petrochemicals, pharmaceuticals, food, building materials, and mining.
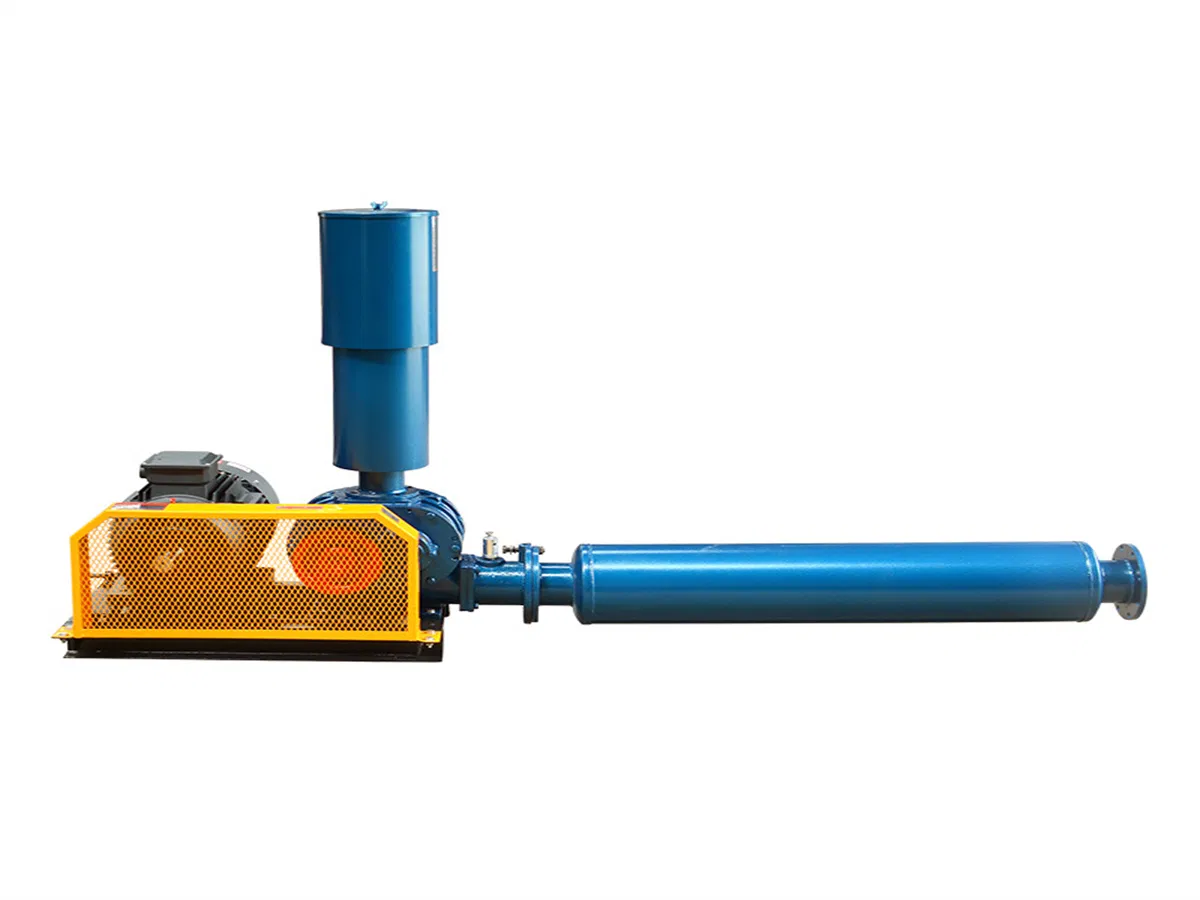
Roots Blower / Roots Pump
Our Roots blowers and vacuum pumps are engineered to generate both positive and negative pressure gas flows at remarkable speeds. These systems efficiently transport materials to designated storage locations and separate materials from gases via high-efficiency dust collectors.
Pneumatic Double Ram Discharge Valve
- Caliber Sizes: DN50-DN700
- Air Volume Capacity: 1.2 to 600 cubic meters per minute
- Pressure Tolerance: Less than 0.2MPa
- Material: Carbon Steel or Stainless Steel
- Optional Treatments: Nickel plating, high polishing, and mechanical sealing
Swing Feed Valve: Innovative Engineering
Crafted from precision steel casting with wear-resistant, high-temperature fluorine rubber seals. The sealing surfaces are fortified with hardened alloys or ceramics, achieving a hardness rating of 60 to 75HRC to mitigate erosion and wear.
Dense Phase Pump / Sending Tank
- Large solid-gas ratio with minimal air consumption
- Low transportation cost and reduced pipeline wear
- Pressure range: < 1.0MPa; Volume: 0.1-10 m3
- Applicable for powder, granular, and mixed materials
Rotary Valve & Dust Collector
Rotary Valve: Superior air-locking performance for dilute phase systems. Features external bearings isolated by shaft gas seals.
Dust Collector: Utilizes microporous microfiber filter cloth (Teflon, Aramid, etc.) for high-efficiency separation.
System Components & Control
Our systems include advanced Pneumatic Directional Valves, sophisticated PLC Control Cabinets for centralized command, and reliable Level Switches to prevent overflow. High-wear areas are protected with Ceramic-Lined Elbow Tees.
Application Site Performance
❓ Frequently Asked Questions
1. What materials can be transported using these conveying systems?
The systems are ideal for powders, granular materials, and granular-powder mixtures across industries like chemicals, grain, and mining.
2. Can the equipment operate in hazardous environments?
Yes, we offer optional configurations specifically designed for safe operation in hazardous industrial environments.
3. What are the temperature ranges for the discharge valves?
Our Pneumatic Double Ram Discharge Valves can operate in temperatures ranging from -20°C up to 200°C, while Swing Feed Valves can handle up to 400°C.
4. How do you ensure the durability of the pipelines?
We use ceramic-lined elbow tees and specialized alloy coatings to provide superior wear resistance and extend the operational life of the conveying lines.
5. Is the control system automated?
Yes, our systems feature PLC+PC control cabinets that centralize command, allowing for intuitive operation and automated feeding adjustments based on pipeline pressure.
6. What is the benefit of the Dense Phase Pump?
It offers a large solid-gas ratio with minimal air consumption, which significantly reduces both transportation costs and pipeline wear.